

全部商品分類
-
- 品牌精選
-

-
- 品牌精選
-
-
- 品牌精選
-








高光紅涂料的顏色質量控制是涂料行業的技術難點,TS7700分光光度計通過其多角度測量能力和先進的UV控制技術,為這一挑戰提供了精準的解決方案。該儀器嚴格遵循ASTM和ISO標準,確保測量結果的準確性和重復性。
三、關鍵技術參數與質量控制標準

一、高光紅涂料的測量挑戰與解決方案
高光紅涂料的特殊表面特性給顏色測量帶來顯著挑戰。首先,高光澤表面會產生強烈的鏡面反射,干擾顏色數據的準確性(據ASTM D523-14標準)。其次,紅色顏料對光源中的紫外成分敏感,可能導致熒光效應影響測量結果(參考ISO 3668:2017)。此外,觀察角度變化會引起顏色感知差異,即所謂的金屬閃光效應(依據CIE 175:2006)。
TS7700的解決方案包括三方面技術創新:采用積分球內壁的漫反射設計消除鏡面反射干擾;配備可調節UV濾光片系統控制紫外成分;設置15°、45°、110°多角度測量模式捕捉光學特性。這些技術使儀器在測量高光紅涂料時能達到ΔE*ab<0.08的儀器間一致性(符合ISO 9001:2015質量管理體系要求)。
二、TS7700測量高光紅涂料的標準操作流程
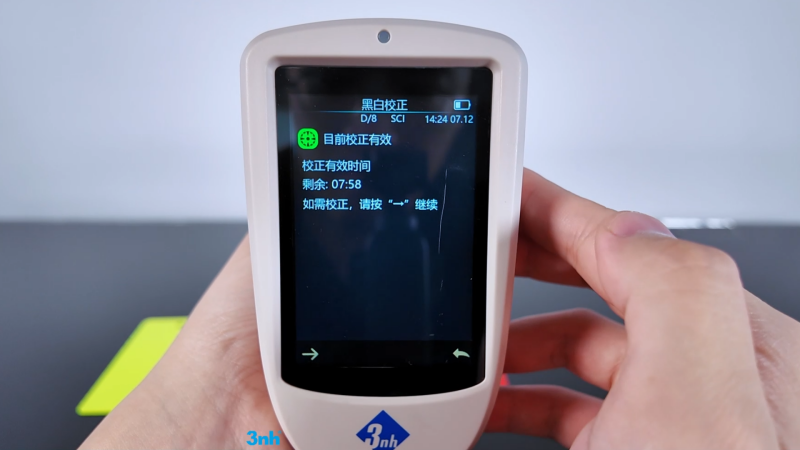
測量高光紅涂料需嚴格遵循標準操作程序,確保結果的可比性和準確性。首先需要進行儀器校準,使用NIST溯源的標準白板完成基線校準(據ISO/IEC 17025:2017)。樣品制備階段,按照ASTM D609-17標準清潔樣板表面,避免指紋和灰塵污染。測量環境控制為23±2℃溫度,50±5%相對濕度(參考GB/T 9278-2008)。
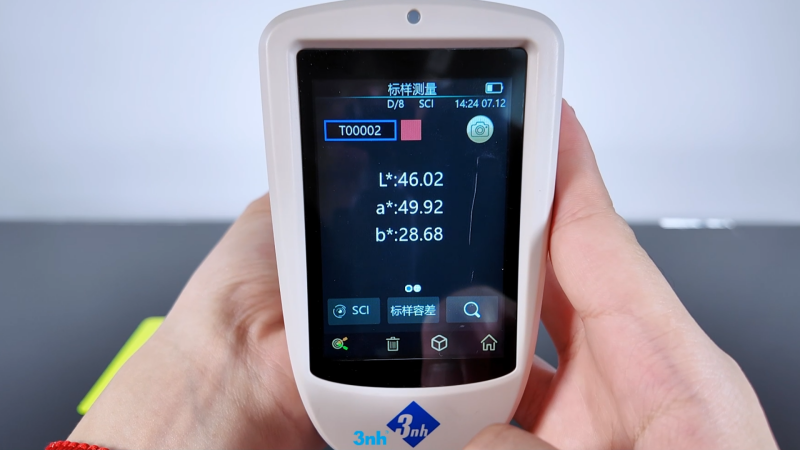
具體測量步驟包括:選擇D65光源條件,設置UV包含模式;采用SCI/SCE雙模式測量;記錄Lab*值和ΔE值;進行多點測量取平均值。每個測量點需保證樣品完全覆蓋測量孔徑,避免邊緣漏光現象。測量數據自動存儲并生成檢測報告,符合FDA 21 CFR Part 11電子記錄規范(依據ISO 20387:2018生物樣本庫要求)。

三、關鍵技術參數與質量控制標準

質量控制需建立每日校準驗證制度,使用標準紅色瓷磚進行儀器性能驗證(參照ISO/IEC 17025:2017)。每周進行儀器間比對,確保多臺設備測量一致性。每月委托第三方檢測機構進行量值溯源,保證數據國際可比性(依據ILAC P14:2020標準)。
四、測量數據解讀與實際問題診斷
TS7700測量數據的專業解讀是質量管控的關鍵。當ΔL為正值時,表示樣品比標準更淺;Δa為正值表示更偏紅相;Δb為正值表示更偏黃相(據CIE 015:2004)。正常的批次間色差應控制在ΔEab<1.0范圍內,超過此閾值需啟動糾正措施(參考ISO 9001:2015)。
常見問題診斷包括:光澤度差異導致的ΔL異常,可通過SCE模式測量確認;顏料濃度變化引起的Δa波動,需要檢測配方比例;紫外熒光影響的色相偏移,使用UV校正功能消除。建立SPC控制圖監控過程能力,CPK值應保持≥1.33(依據ISO 22514-2:2020統計方法標準)。
測量數據需與目視評估相結合,組織5名經過培訓的評估員在標準光源箱下進行確認(按ISO 3668:2017要求)。當儀器測量與目視結果沖突時,需重新檢查測量條件和方法,確保數據真實可靠。建立完整的顏色數據庫,記錄每批次測量數據,為質量追溯提供依據(符合ISO 9001:2015記錄控制要求)。
TS7700分光光度計的高精度測量能力和標準化操作流程,使其成為高光紅涂料顏色質量控制的重要工具。通過嚴格執行國際標準,建立完善的質量控制體系,可以有效提升產品顏色一致性,滿足高端市場需求。隨著技術進步和標準更新,測量方法和控制要求也將持續優化,為涂料行業的質量管理提供更強有力的支持。
400-888-5135
地址:廣州市增城區低碳總部園智能制造中心B33棟6層
電話:020-82880288 (0755)26508999 (0755)27198826
手機:13500023589
郵箱:3nh@3nh.com
Copyright ? 1998-2025深圳市天友利標準光源有限公司 旗下123儀器網 版權所有
主要產品系列:色差計,色差儀,國產進口色差計,便攜式色差計,手持式色差計,標準光源對色燈箱,分辨率測試卡,色卡
12317儀器誠信聯盟核心成員 站點地圖
![]()










